Unter Auftragschweißen versteht man meistens das Aufbringen einer zusätzlichen Schicht auf ein metallisches Grundmaterial unter Anwendung eines Schweißverfahrens mit dem Ziel, eine höhere Verschleißfestigkeit gegen Abrasion, Erosion, Kavitation und Korrosion zu erreichen.
Die Art des aufzubringenden Materials ( z.B. Hartauftragung, Mangan-Hartstähle, Austenite, Nickelbasis-Legierungen, Inconel, Kobaltbasis-Legierungen, Stellite und viele andere mehr) wird bestimmt von den Kontaktmedien und den herrschenden Einsatzbedingungen wie Druck und Temperatur.
HAANE welding systems setzt alle gängigen und modernen Schweißverfahren ein, um daraus komplette, anwenderspezifische Produktionsanlagen für Ihre schweißtechnische Fertigung zu gestalten
Lichtbogenschweißen
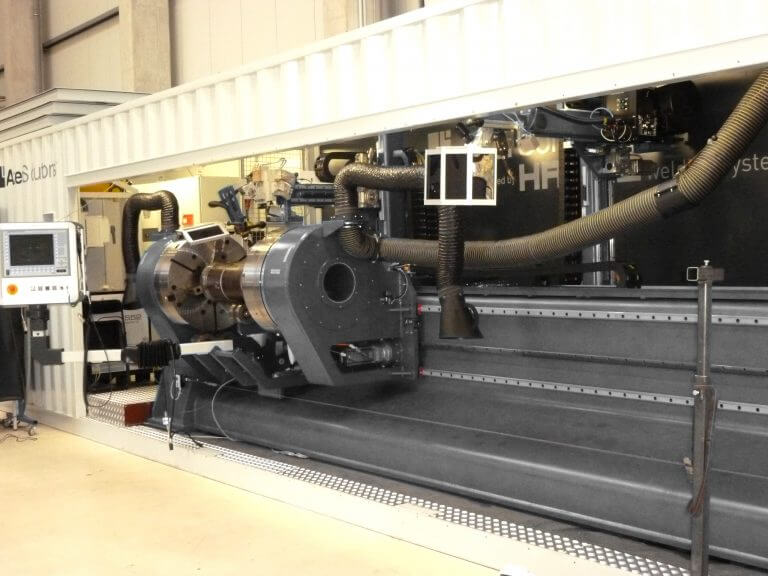
Das Auftragen einer metallischen Schicht auf ein Grundmaterial mit Hilfe eines der Lichtbogen-Schweißverfahren UP, MIG-MAG, oder Plasma / WIG. Das aufgetragene Material kann zur Erzielung gewünschter Eigenschaften chemisch verschieden, oder als „Additives Fertigungsverfahren“ auch chemisch gleich sein.
Im Bild dargestellt ist das vorprogrammierte, voll automatisierte Auftragen eines Turbinenwellen-Lagersitzes, um dort eine andere chemische Zusammensetzung zu erreichen, als im Grundmaterial 1.4906 (X12 CrMoWVNbN 10-1-1).

Automatisches Auftragschweißen im Bereich der Gleitlagertaschen
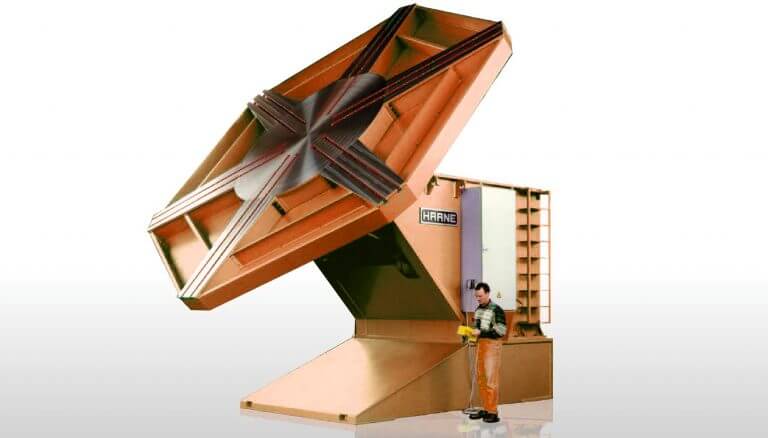
Elektroschlacke Schweißverfahren
Bandplattieren nach dem Elektroschlacke-Schweißverfahren (ES), innen und außen, Rohre, Stutzen, Bleche, Behälter, Böden.

Electro slag welding
Hartauftragung – Panzern
Das Panzern (Hartauftragung) von Blechen und Rohren.
Plasma-Auftragschweißen
Plasma-Auftragschweißung (PTA) zur Schließung der Rohr-Innenplattierung an der Schweißnaht.

Weld overlay
Laser Auftragschweißen
Laser-Auftragschweißanlage (Multifunktionsanlage) zur Aufbringung einer hochtemperaturfesten Verschleißschicht aus einer Kobalt-Basislegierung.

Haane Robot solution 
robot welding solutions


Auch ein formgebendes Schweißen sowohl zu Reparaturzwecken – Wiederherstellung der alten Kontur, wie auch von Neuteilen wird durchgeführt. Hier wird die Endkontur des Fertigteils sehr wirtschaftlich hergestellt, indem lokale Materialerhöhungen nicht durch Abtragen des großen Restes erreicht werden, sondern durch Hinzufügen, Auftragen des kleinen, erhöhten Bereiches, z.B. Auftragungen für Grout-Joints an Monopiles.